Tambur vulkanizatörüoKauçuk levhalar, konveyör bantları, kauçuk zeminler vb. üretiminde kullanılan temel ekipmanlardan biridir. Ürün, yüksek sıcaklık ve yüksek basınç altında vulkanize edilerek kalıplanır. Ana bileşenleri arasında ana vulkanizasyon tamburu, basınç çelik bandı, tahrik silindiri, gergi silindiri vb. bulunur. Çelik bant, önemli bir rol oynar.inVulkanizasyon işleminde basınç ve ısı transferini sağlayan ve ürün kalitesini güvence altına almak için önemli bir bileşendir.
Tambur vulkanizatörlerinde yaygın olarak kullanılan çökelme sertleştirmeli paslanmaz çelik bantlar mükemmel performansa sahiptir: En temsili örnek Mingke MT1650'dir; burada 1650Bu, çekme dayanımının oçelikis1650 N/mm²martensitik paslanmaz çelikÇelik şeridin kesit alanına dayanarak, çelik şeridin nihai çekme kuvvetini hesaplayabiliriz. Çelik şeridin çekme dayanımı sadece bir referans değerdir ve taşıdığı çekme kuvveti doğrudan kullanım ömrüyle ilişkilidir. Ayrıca, çelik şeridin gerçek çalışma süresi ve türü de önemlidir.sÜretilen ürünlerin kalitesi ve çelik bandın günlük bakımı, çelik bandın kullanım ömrünü etkileyen faktörlerdir.
Teknolojinin gelişmesiyle birlikte, Mingke'nin MT1650 martensitik paslanmaz çeliği, tambur vulkanizatörlerinde olgun bir şekilde kullanılmaya başlanmıştır; bu da sadece Avrupa'da üretim seviyesine ulaşmakla kalmayıp, ekonomik açıdan da daha fazla avantaj sağlamaktadır. Mingke MT1650 çökelme sertleştirmeli paslanmaz çelik, krom bazlı düşük karbonlu çökelme sertleştirmeli martensitik paslanmaz çeliktir.,nikel,Bakır, esas olarak yüksek mukavemet özellikleri, iyi korozyon direnci ve ısıl işlem altında kolay deforme olmaması ve yaklaşık 600 °F (316 °C) sıcaklığa kadar yüksek mukavemetini koruması nedeniyle tercih edilir. Aynı zamanda, çelik bant iyi onarılabilirlik özelliğine sahiptir.DAyrıntılı performans aşağıdaki gibidir: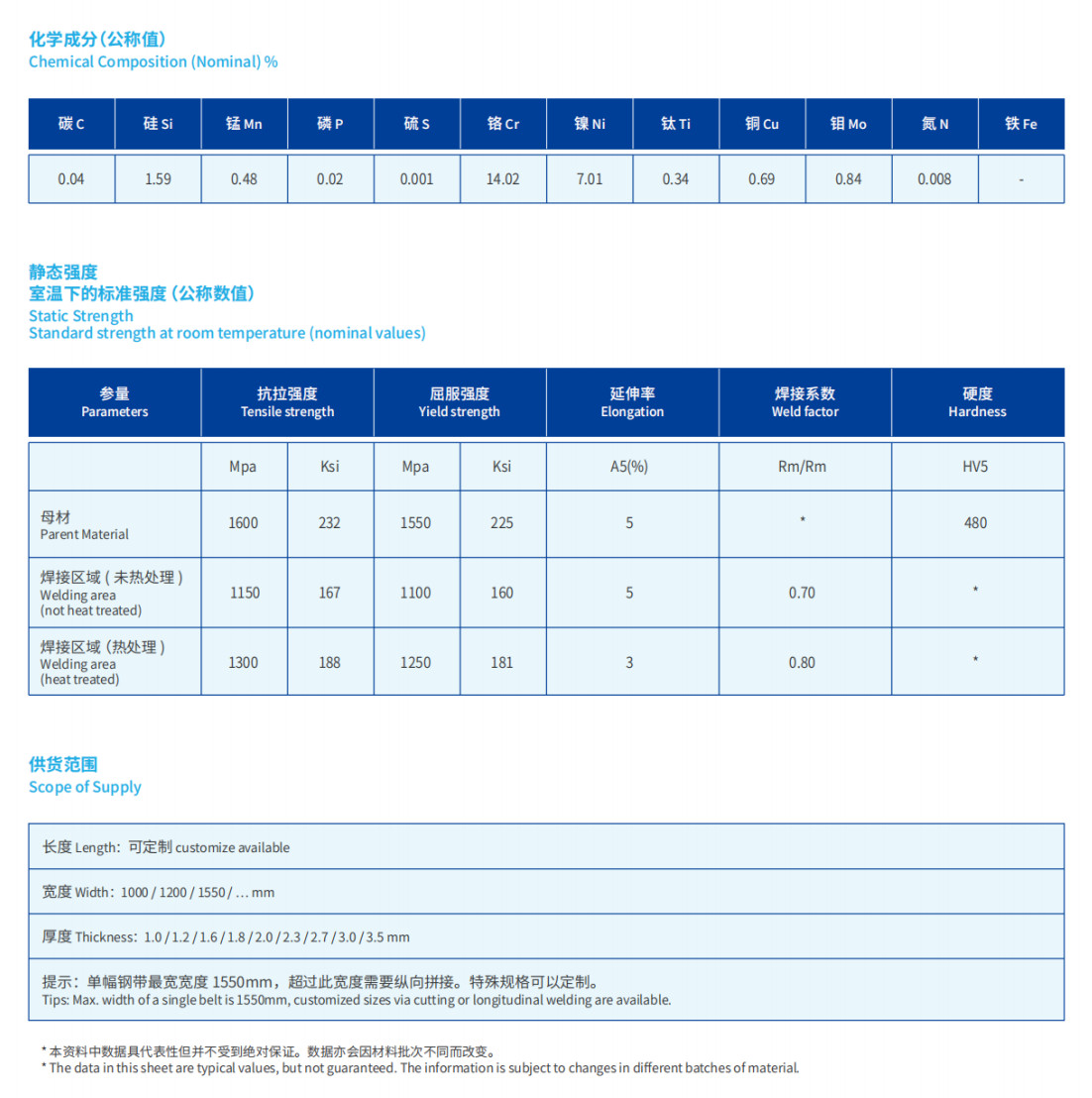
KarşılaştırıldığındatoYerli çelik tel yapışkanlı ağ bant, çelik bant seçiminin aşağıdaki belirgin avantajlarına sahiptir:
1) Çelik bant uzun ömürlüdür, yüksek sıcaklık dayanımına sahiptir, kolayca uzamaz ve bakımı basit ve kolaydır; oysa çelik tel yapışkanlı örgü bant kısa sürede yeniden yapıştırılmayı gerektirir ve örgü bant kolayca uzar;
2) Çelik şeritten üretilen ürünlerin yüzey kalitesi iyidir ve düzlük ile pürüzsüzlük, yüksek işleme hassasiyeti gereksinimlerini karşılayabilir;
3) Çelik bantta yapıştırma işlemi bulunmamaktadır ve ekipman temel olarak 24 saat kesintisiz çalışabilir, bu da yüksek üretim verimliliği sağlar;
4) Çelik şeridin yüzeyi, yüksek kaliteli ürünlerin ihtiyaçlarını karşılayacak şekilde yüksek işleme hassasiyetine ulaşabilir;
5) Çelik bantın bakımı kolaydır ve parça kazılarak, onarılarak ve yeni bir yama ile değiştirilerek çıkarılabilir. Geniş alanlar uzunlamasına kesilip yeniden kaynaklanarak yeni bir çelik bant bölümü oluşturulabilir.
6) Küçük çıkıntısÇelik bant, ısı ile büzüşme yöntemi kullanılarak üretilir ve bu da düzlüğü büyük ölçüde artırır.
7) Çelik bant boyunca boylamasına deformasyon varsa, iyi bir bakım yöntemi yoktur. Karmaşık işlem gerektiren boylamasına ekleme teknolojisi kullanılmadıkça, bu karmaşık işlemin maliyeti de yüksektir.
Çelik bantı daha verimli nasıl kullanabilirim?
Çelik bant kullanıcıları çelik bantların kullanım ömrü konusunda oldukça endişelidir. Bu nedenle, çelik bantların kullanım ömrüyle ilgili aşağıdaki noktaları özetledik, umarız ki bu bilgiler size yardımcı olur.yardımÇelik kayışlarımızı daha iyi anlamalısınız.
FÖncelikleÇelik bant çok fazla gerilime maruz kalacaktır.iradekullanım ömrünü etkiler.
Çelik bant için en uygun gerilim nedir? Elbette, çelik bant ne kadar az gerilime maruz kalırsa ömrü o kadar uzun olur; bu da kauçuk ürünlerin üretiminde kullanıcıların ihtiyaçlarıyla birleştirilmelidir. Genel olarak, DLG'de MT1650 çelik bant uygulamasını ele alırsak...7Şanghay Kauçuk Makineleri 1 Numaralı Fabrikası'nın 00X1400 model ekipmanını örnek olarak alırsak, çoğu üretim kullanıcısı hidrolik basınç göstergesinin değerini yaklaşık 15~20 MPa olarak ayarlamaktadır. Ayrıca, tambur vulkanizatörün uzatma silindirlerini desteklemek için kullanılan hidrolik silindirlerin farklı çaplarından dolayı, spesifik değerler de farklı olacaktır. Tambur vulkanizatörün hidrolik tablosunda belirtilen spesifik değerler için lütfen ekipman üreticisine danışın.
İkinci olarak, birçok kullanıcı çelik kayışın ne kadar kalın olursa o kadar uzun olacağını düşünüyor.ömrüSatın almadan önce yapılan yanlış anlama aslında bir yanılgıdır. Kalın çelik bant, malzemedeki sert cisimlerin darbesine dayanabilir ve büyük çukurlar oluşturması kolay değildir, ancak kalın çelik bantın büyük bir bükülme eğrilik yarıçapı vardır, bu da tekrarlanan bükülmelerden kaynaklanan yorulma hasarına daha duyarlıdır ve bükülme gerilimi daha büyüktür, bu nedenle daha kalın çelik bant daha iyidir.Daha uzun bir kullanım ömrüne sahip olmayabilir.
Ayrıca, çelik bant takıldıktan sonra basıncın üretim için gerekli değere hemen ayarlanması önerilmez ve normal çalışma sağlanana kadar basınç kademeli olarak artırılmalıdır. Isıl genleşme ve büzülmeden kaynaklanan iç gerilme deformasyonunu azaltmak için çelik bandın sıcaklığı da kademeli olarak artırılmalı ve vulkanizatör çalışmayı durdurduğunda ısıtma cihazı çalıştırılmamalıdır.
Son olarak, aşağıdaki koşullar sağlanırsadikkat edilmiyorKullanım sırasında çelik bant da hasara karşı hassastır:
1) Yanlış kullanım nedeniyle çelik bantta ciddi hasar meydana gelebilir. Kauçuk malzemenin kısmen üst üste binmesi durumunda, bakım aletlerine benzer yab cisimler tambur vulkanizatörüne girerek çelik şeridin yerel deformasyonuna ve ürün yüzeyinde izlere neden olur.
2) Bakım aralığı çok uzun ve çelik bandın yüzeyi her hafta temizlenmelidir.
3) Vulkanize ham maddelerin düşük kalitesi. Bu durum esas olarak ham maddede bulunan sert yabancı maddelerin neden olduğu aşırı yerel gerilmeden kaynaklanmaktadır.
4) Ekipman düzgün çalışmıyor. Örneğin, çeşitli nedenlerden kaynaklanan çelik bant sapması, çelik bantta kırışıklıklara yol açıyor.
5) Çelik şeridin kenarı bir şekil oluşturur.keskinGerilim yoğunlaşmasına ve çatlaklara neden olan açı
6) Çelik bant yeterince temizlenmemiş.ileÇelik bandın iç yüzeyine yapışan yab cisimler
7) Kauçuk ürün, çelik bandın genişliğinden daha dardır ve vulkanize kauçuk ürünün kenarı, çelik bandın aynı noktasına uzun süre boyunca kuvvet uygular.
8) Manuel ayar silindirinin genliği çok büyük veya tambur vulkanizatörü sık sık ayarlanıyor.
Tambur tipi vulkanizatörlerle ilgili bazı önemli hesaplamalar
1. Tambur çapı ve uzunluğu
Tamburlu vulkanizasyon cihazı, ürünün ısıtılması, basınçlandırılması ve vulkanizasyonunu vulkanizasyon tamburu üzerinde tamamlar. Bu nedenle, vulkanizasyon tamburunun çapı ve uzunluğu en belirleyici parametrelerden biridir.
- Ana tambur çapının genel özellikleri 350, 700, 1000, 1500 ve 2000 mm'dir. Ana tamburun yardımcı tambura çap oranı: D0 = 2/3D'dir ve yardımcı tambur D0 çok küçük olmamalıdır, aksi takdirde baskı bandının eğilme yorulma ömrünü etkiler. D0 çok büyükse, makine hantal olur ve kullanımı zorlaşır. Yukarıdaki analizlere dayanarak, çelik tel askılı tutkal baskı bandı için ana tambur çapı D=700~1000 mm uygundur;
- İnce çelik şeritler için D=1500~2000mm uygundur. Ana tamburun uzunluğu,
- Vulkanize ürünün genişliğine bağlı olarak, aynı zamanda sertlik sorunu da dikkate alınmalıdır; bu nedenle, uzunluk-çap oranı çok büyük olmamalıdır, genellikle L/D=1~3 uygundur.
İkinci olarak, basınç bandının uzunluğu ve kalınlığı.
- BasınçkemerÜrünün vulkanizasyon basıncını sağlamada ana bileşendir ve genişliği, vulkanize ürünün maksimum genişliği tarafından belirlenir.
-Basıncın uzunluğukemerBasınç dayanımı, vulkanizatörün yapısına göre hesaplanır ve uzunluk L azaldıkça basınç dayanımının ömrü de azalır.kemerOrantılı olarak azalır.
- Basınç bandının kalınlığı, çelik bandın çekme dayanımını, eğilme dayanımını ve yorulma ömrünü doğrudan etkiler. Bu nedenle, uygun olup olmaması tambur vulkanizatörün performansını doğrudan etkileyecektir.
- δ için hesaplanan en uygun değer şudur:
δ =(PDD0 /2E)1/2
δ – basıncın kalınlığıkemersantimetre
P-Vulkanizasyon basıncı kg/㎠
D-Vulkanizasyon tamburu çapı cm
E - Çelik kayışın elastik modülü kg/㎠
D0 – Basınç kayışının geçtiği minimum silindir çapı, genellikle üst ve alt ayar silindirlerinin veya gergi silindirlerinin çapı cm cinsindendir.
3. Çelik kayışın geriliminin hesaplanması
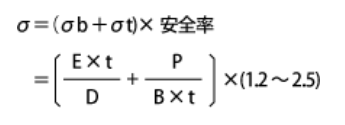
E: Elastikiyet katsayısı (kgf/mm2)
P: Çelik kayış gerilimi (kg)
D: Kasnak çapı (mm)
B: Çelik bant genişliği (mm)
T: Çelik kayış kalınlığı (mm)
Örneğin, Şanghay Kauçuk 1 Numaralı Fabrikası standart küçük varil kükürt, küçük varil çapı 400 mm, büyük varil çapı 700 mm, silindir çapı 100 mm. 20 MPa basınca dayanıyor. Çelik şeridin boyutları: 7650*1.2*1380 mm, o zaman hesaplama şu şekildedir: resimdeki gibi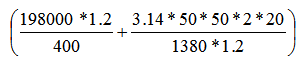 = 783,61 (kaynak yerindeki 1100 MPa'lık akma dayanımından daha düşük)
= 783,61 (kaynak yerindeki 1100 MPa'lık akma dayanımından daha düşük)
σ, çelik şeridin kaynaklandığı yerin dayanımından daha düşük olmalıdır.
Herhangi bir sorunuz varsa veya daha fazla bilgiye ihtiyacınız varsa, lütfen bizimle iletişime geçmekten çekinmeyin.
Yayın tarihi: 11 Mart 2025